
that their factory missed its main target for trading results, achieving 4% instead of 9% last year.
The situational analysis showed that the factory had a lot to do before adopting world class targets to achieve world class manufacturing. The above case is not unique; it is rather common, which is expected because there are just a few top performing companies that determine what the world-class standards are in any given practice. But let’s first clarify what a world class manufacturer looks like.
What is a world class manufacturer?
 A world class manufacturer has achieved excellence in product quality, low cost production and customer service in full compliance with and support of his company strategy, mission and vision. The world class manufacturing KPIs targets vary with the industry and of course with time. What could be a feasible road map leading to world class manufacturing?
A world class manufacturer has achieved excellence in product quality, low cost production and customer service in full compliance with and support of his company strategy, mission and vision. The world class manufacturing KPIs targets vary with the industry and of course with time. What could be a feasible road map leading to world class manufacturing?
The road map to world class
A careful and meticulous analysis of the current situation in a factory is necessary to reveal what are the strong capabilities and what is the gap from the average potential of the industry it belongs to. This will indicate which of the existing capabilities plus a few new ones have to be developed to close any negative potential.
In the first step the selected set of KPIs targets should belong to the industry average; challenging but still away from the world class ones. These are the low hanging fruits to be collected.
The next step is to develop the capabilities that will help the factory to achieve parity with its competitors. The selection of the capabilities already at this step is very tricky and crucial. Everything is on the move, not only the factory but also the competitors. This requires fast decision making and moving in big steps. In this second step the situation for the factory achieves parity with its competitors and starts to build its competitive edge; the factory is not a laggard any longer.
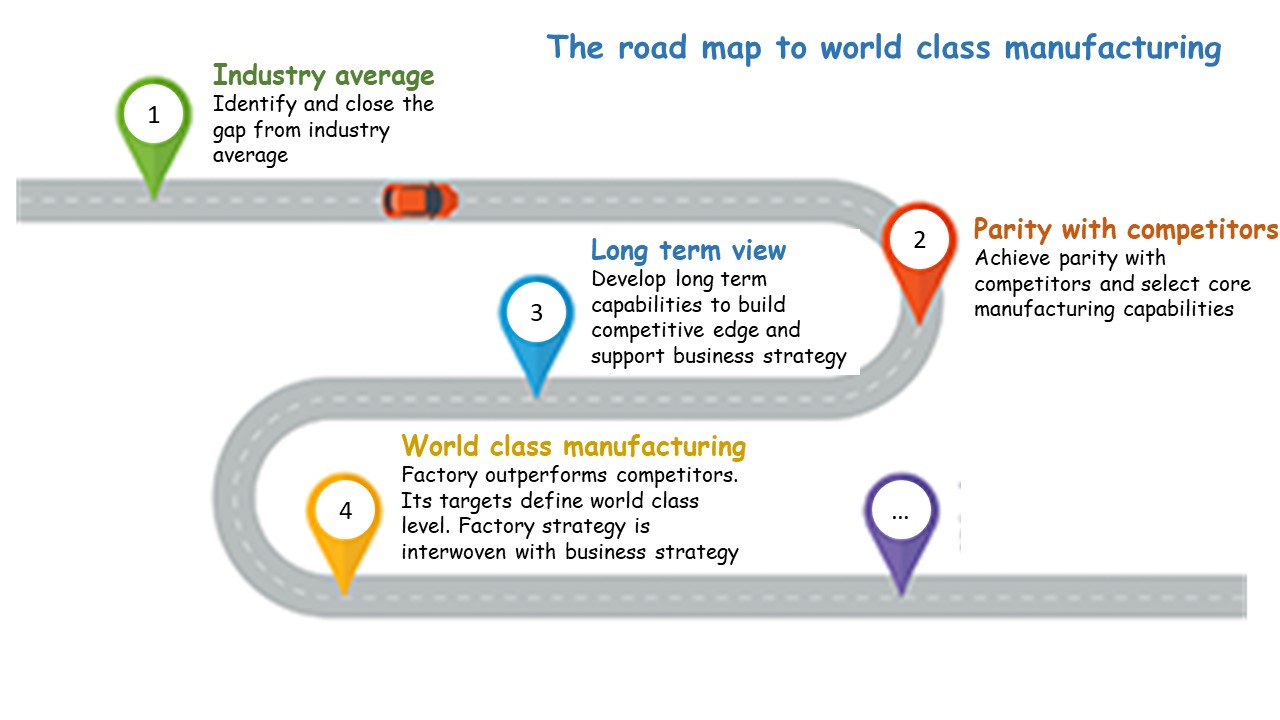 From now on the exercise gets more complicated. Long term manufacturing developments are addressed systematically. The decisions are more significant for the future. In this third step the factory is aligning its efforts with the company to provide support for the business strategy.
From now on the exercise gets more complicated. Long term manufacturing developments are addressed systematically. The decisions are more significant for the future. In this third step the factory is aligning its efforts with the company to provide support for the business strategy.
It is on the final step that the factory pursues a world class competitive edge that belongs to the core business of the company. New technology and manufacturing practices are developed. In this step the factory strategy is interwoven with the business strategy in an integral and balanced mix.
The aforementioned four steps are first defined by Robert Hayes and Steven Wheelwright in their seminal Harvard Business Review article, “Competing Through Manufacturing”, January 1985.
Important in all four steps is that the factory should take all the efforts to build and incorporate every selected capability by honing all the necessary skills and competencies required up to the level that the capability becomes a daily routine as a way of acting and thinking. It is the only way to ensure that the progress is sustainable and never falls back. This is the most challenging exercise that will keep the track to world class manufacturing.
Which challenging targets to adopt?
In the first two steps the targets are to be selected from the industry benchmarks. In the third step it is advisable to look outside the industry. To give an example, if you are looking to create a competitive edge in change overs, go and see how the formula 1 teams perform during the change of tires in the pits.
The fourth step is even more challenging. The core factory KPIs should exceed by a multiple factor of 2 or more the world class KPIs. The reasoning is tough and simple: You are not going to thrive if you achieve parity to the best in class.
A word of caution. World class means to thrive in the global market. World class is not only to exceed the best in class KPIs by a factor of 2 or more. The challenge is to select the proper KPIs that suit your case. The choice of the wrong KPIs may trap you. Keep in mind that thriving in the global market involves differentiation in fulfilling your customers’ needs. Therefore some of your world class KPIs may not even exist so far.
There is no point in establishing your world class manufacturing targets the moment your company is not settled in what they want to do and which purpose to serve. World class manufacturing is an, important though, stepping stone to achieve the ultimate company target, its strategic intent.
How to achieve your targets?
In the progress through the aforementioned steps of your road map, there are a bunch of tools available to make use of. It is extremely important to use them for what they are, namely as tools, as a means to bring you through your own road map to your ultimate strategic intent of your company. It is like driving with your car to a destination; the target is not your car but your destination. A good proposal is to implement TQM, TPM, JIT, 6-sigma and lean manufacturing. They will teach you how to produce:
- right products the first time with no wastes,
- on equipment that doesn’t fail during production,
- in a clean shop floor,
- in very small lot sizes to reduce stocks via flexibility,
- in a continuous improvement environment,
- with empowered and committed shop floor employees
and does it all with the aim to increase the value to the customer.
All these are very powerful tools but don’t confuse them with your targets. Adopt and implement them wall to wall in the factory to gain operating experience and to create robust and sound processes to grow your own core capabilities. They are the latter that will help you to create a solid base, on which you may then use digital and agile transformation tools and whatever comes next on the agenda to further forge your core capabilities. But it is your capabilities, not your tools that will bring you to world class. As R. H. Hayes and G. P. Pisano strongly emphasise in their article “Beyond World Class _The new manufacturing strategy” in HBR: “A company should think of itself as a collection of evolving capabilities, not just as a collection of products and businesses, which provide the flexibility needed to embark in new directions”.
All these buzzwords (lean, 6 sigma, TPM …) may feel complicated and confusing. It is because the methodologies and the approaches they propose are generic. You have to adapt them to your requirements. However, what is indeed difficult and challenging is the advancement of your core capabilities to achieve world class manufacturing around your company’s long term visionary goal. Your weapons are your commitment, resilience and perseverance in a continuous improvement culture. The journey is challenging and rewarding. You will never feel bored even at the end, when you achieve world class, simply because there is no end to this journey.
12.2.2019
Alkis Charalambopoulos, www.leansolutions.gr
Keywords: world class manufacturing, KPI, target, capabilities, competitive edge, differentiation, road map