
....the best timing to run overhauls on equipment. The Supply Chain Manager asks for a forecast of the finished  goods stock to arrange for any possible temporary warehouse rental requirement. All these seek for overly frequent production plan updates, which confuses the planning function. How can all this be handled?
goods stock to arrange for any possible temporary warehouse rental requirement. All these seek for overly frequent production plan updates, which confuses the planning function. How can all this be handled?
What are the prerequisites?
In a lean foods factory we assume that the operational efficiencies, the capacities of the production lines and the appropriate manning have been standardised and are reliable. We also assume that every effort has been applied to reduce the change over time, so that it does not exceed the 10% of the operational time (the time when the equipment is busy executing the production orders). The short change over time allows for more frequent small production runs, without seriously affecting the operational efficiency.
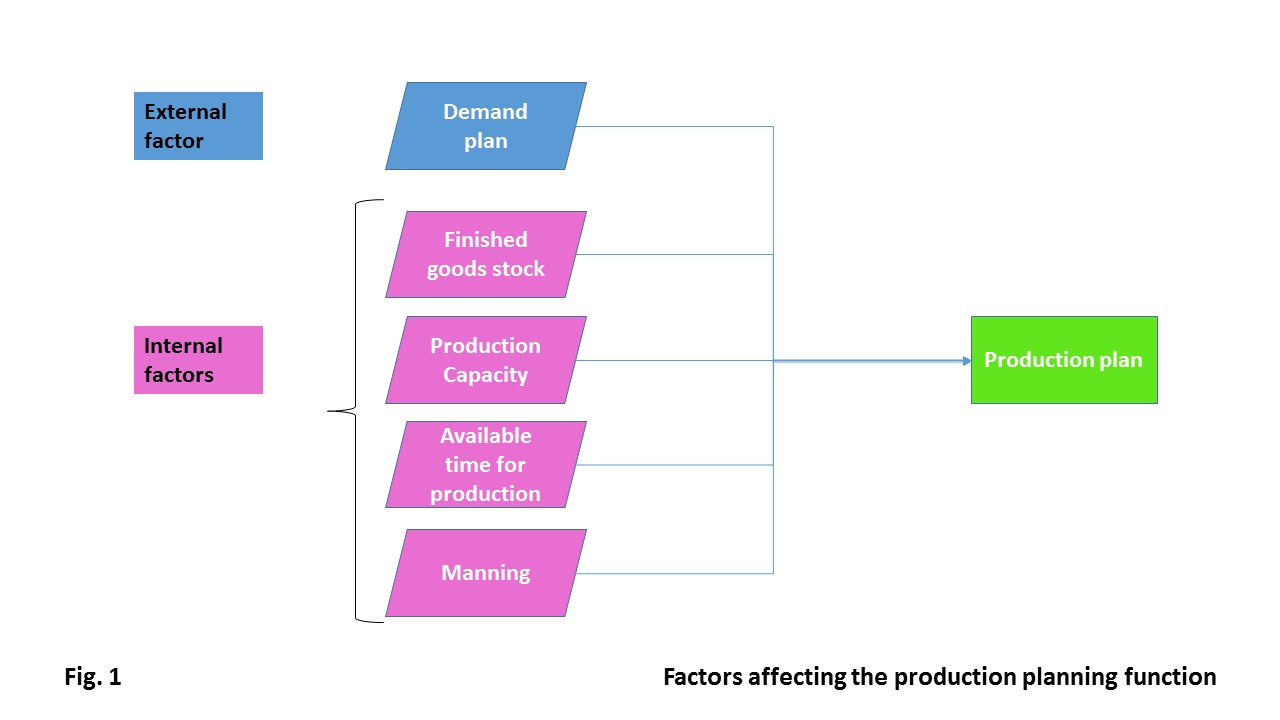
Which factors affect the production plan?
The starting point for an efficient and reliable production planning is the demand planning. The demand planning is a mixture of sales orders and forecasted sales. It extents in the future 12 months, ideally in a rolling mode. This defines the planning horizon.
|
|
The production planning algorithm.
The algorithm does all the work for you. No need to delay or expedite or cancel and create new planned orders. 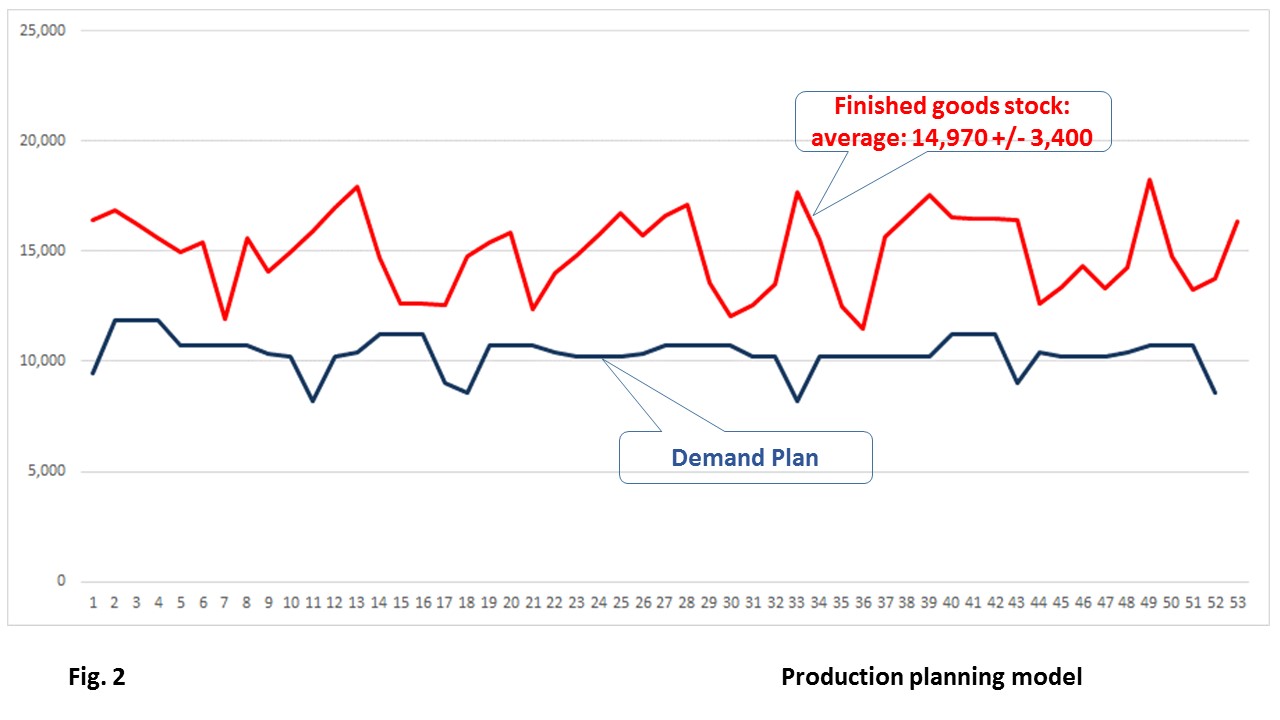 All this is carried out automatically. The production planning model using the algorithm simulates the production function within the planning horizon, i.e. 12 months, working in terms of weekly buckets. In other words the production planning model calculates the appropriate quantities per SKU (stock keeping unit) and production line to be produced each week, also known as the planned orders, for the coming 12 months, or better 52 weeks (see fig.2). It does that in an optimized way ensuring that the planned orders are located at the latest possible time, in order to achieve the minimum stock build up. In this way the production planning model can cope with any future demand spike. Similarly it can easily cope with any restricted available time for production due to planned maintenance or investment projects or factory trials. If,
All this is carried out automatically. The production planning model using the algorithm simulates the production function within the planning horizon, i.e. 12 months, working in terms of weekly buckets. In other words the production planning model calculates the appropriate quantities per SKU (stock keeping unit) and production line to be produced each week, also known as the planned orders, for the coming 12 months, or better 52 weeks (see fig.2). It does that in an optimized way ensuring that the planned orders are located at the latest possible time, in order to achieve the minimum stock build up. In this way the production planning model can cope with any future demand spike. Similarly it can easily cope with any restricted available time for production due to planned maintenance or investment projects or factory trials. If, 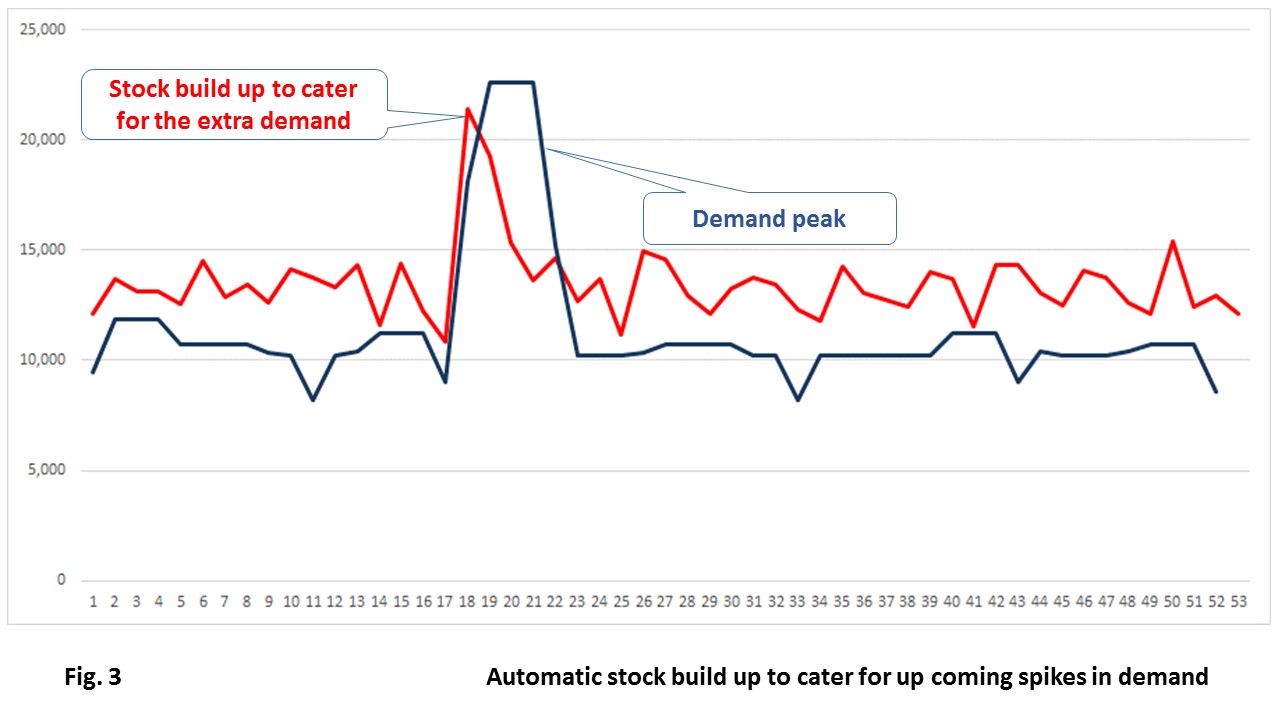 for instance, the Trade Marketing decides to run a promotion it will create a spike in demand, which the production planning model automatically handles by arranging for the minimum required stock build up in the previous weeks (see fig.3). This capability is provided by the specifically built production planning algorithm that is running backwards, namely from the future to the present. Let’s take another example. If the engineering asks to occupy a specific production line for a specific time in the future, all the production planner has to do is to restrict or zero the available production time in the requested weeks. The algorithm will automatically shift the required production in the earlier weeks (see fig. 4). Moreover the production planning
for instance, the Trade Marketing decides to run a promotion it will create a spike in demand, which the production planning model automatically handles by arranging for the minimum required stock build up in the previous weeks (see fig.3). This capability is provided by the specifically built production planning algorithm that is running backwards, namely from the future to the present. Let’s take another example. If the engineering asks to occupy a specific production line for a specific time in the future, all the production planner has to do is to restrict or zero the available production time in the requested weeks. The algorithm will automatically shift the required production in the earlier weeks (see fig. 4). Moreover the production planning 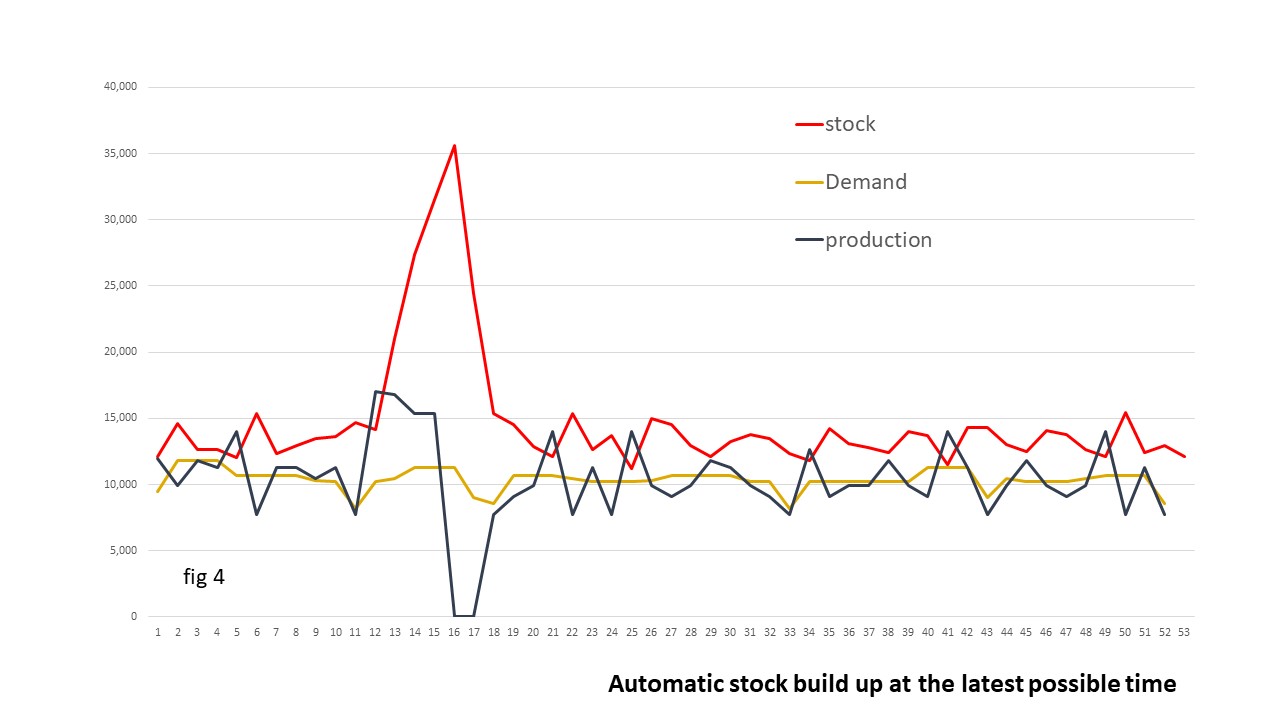 model provides with a reliable calculation of the future stocks, which is a crucial information for the logistics department to cater for any extra storage space in the time frame that it will be required.
model provides with a reliable calculation of the future stocks, which is a crucial information for the logistics department to cater for any extra storage space in the time frame that it will be required.
The production planning model converts the sales orders automatically into planned orders and ensures that the planned orders are achievable within each week. The planed orders can then be up-loaded in ERP (i.e. SAP). The scheduling function will detail the time slots to accommodate the planned orders, converting them to scheduled work orders.
What about the Materials Requirement Planning?
One aspect that has not been touched so far and is worth mentioning is the materials planning. This is carried via the MRP (materials requirement planning or MRP I) based on the planned orders and the work orders. It is however worth mentioning that obviously the production planning module run has an absolute priority over the MRP.
Any conflict (i.e. missing one of the required materials) may ask to run a re-scheduling or even a re-planning session. Besides, any unexpected spike in the demand planning or serious break down of the equipment can cause a big change to the planned orders, consequently to the scheduled work orders. In order to avoid any big 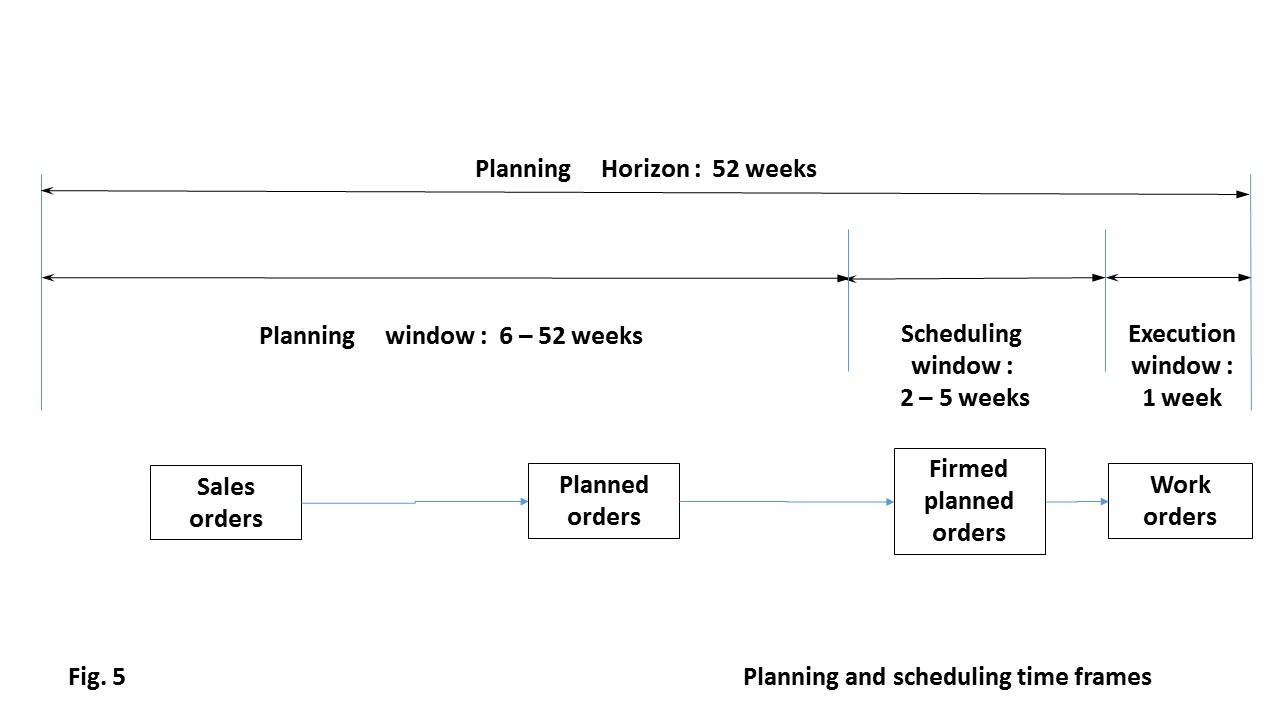 disturbance to the scheduling function it is wise to establish a period, within which no change is allowed to the issued work orders. This is usually the current week, which is defined as the execution window (see fig.5). It is recommended that work orders are fixed in the next 2 to 5 weeks, depending on the demand variability or the competitiveness of the market. This is called the scheduling window, within which any change is under the control of the scheduling function, also known as Master Production Schedule (MPS) function. Any changes imposed in the scheduling window by the production module should be restricted to an absolute minimum because otherwise they will keep forcing the rescheduling of the work orders and probably also affect the MRP. The rest planning window period may include floating planning orders that do not affect the scheduling function. In this period of time the planning function can use the production planning module to run scenarios in order to best accommodate the planned maintenance jobs, any known restriction of the available personnel, the promotional activities or the production development trials.
disturbance to the scheduling function it is wise to establish a period, within which no change is allowed to the issued work orders. This is usually the current week, which is defined as the execution window (see fig.5). It is recommended that work orders are fixed in the next 2 to 5 weeks, depending on the demand variability or the competitiveness of the market. This is called the scheduling window, within which any change is under the control of the scheduling function, also known as Master Production Schedule (MPS) function. Any changes imposed in the scheduling window by the production module should be restricted to an absolute minimum because otherwise they will keep forcing the rescheduling of the work orders and probably also affect the MRP. The rest planning window period may include floating planning orders that do not affect the scheduling function. In this period of time the planning function can use the production planning module to run scenarios in order to best accommodate the planned maintenance jobs, any known restriction of the available personnel, the promotional activities or the production development trials.
Aligning the upstream production
Tremendous focus has been given so far in the planning of the finished goods production seemingly overlooking the up-stream processing departments as defined in the process routing. This was done on purpose in order to stress the importance of the finished goods production planning for the avoidance of the stock outs and the maintenance of the optimum stocks. It implies that the capacity of the upstream processing has to be aligned to the finished goods production plan. Also, any bottleneck upstream of the finished goods production function has to be identified and properly handled or removed in an effort to smooth out the production and processing and minimize the delivery lead times (look in the TOC – Theory of Constraints for further clarifications).
How is the stock optimized?
Last but not least, it has to be made absolutely clear that the reliability and flexibility of the production is a key factor in the effort to eliminate the stock outs and minimize the stocks at the same time. It goes beyond saying that keeping high inventories DOES NOT help avoiding the stock outs. Experience has proven that keeping high stocks in some SKUs cannot help in case the demand suddenly peaks in other SKUs. Moreover keeping high 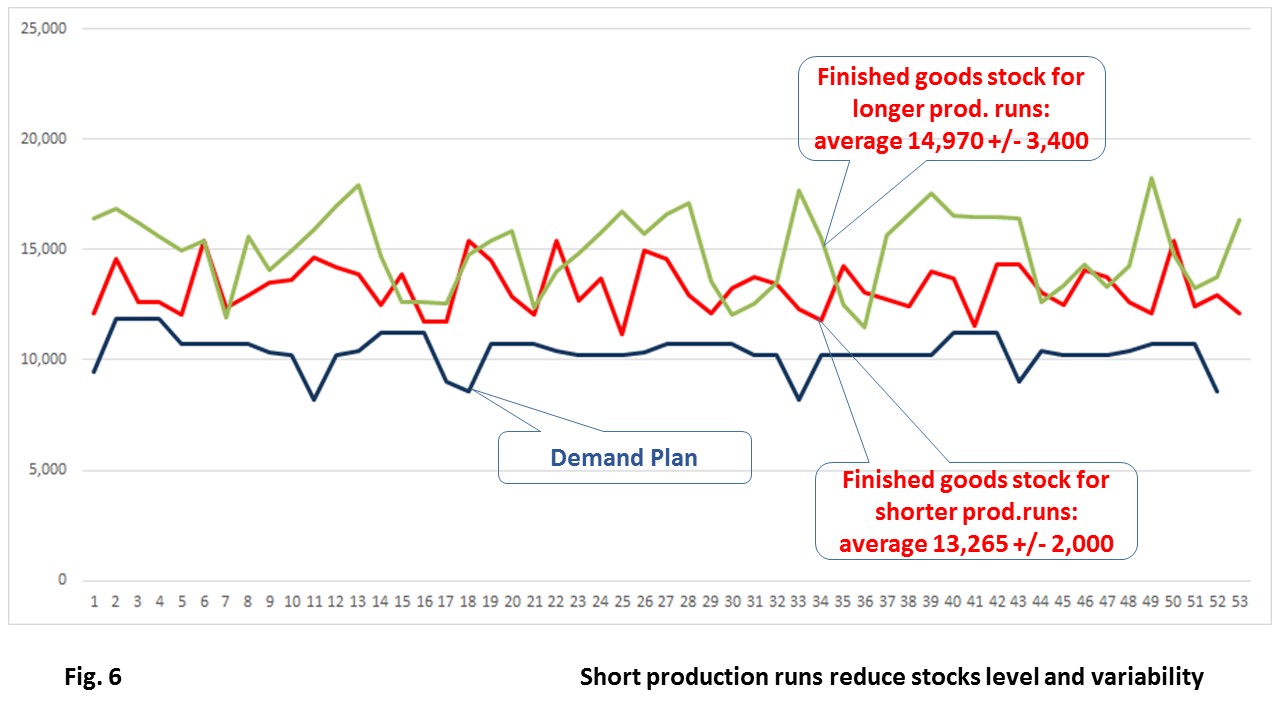 stocks makes the movements in the warehouse more difficult and of course boosts the warehousing costs (more space) and the wastage (extra movements). Small production runs drastically reduce the finished good stock (fig.6) and therefore allows for more accurate follow up of the actual demand and reserves precious production time and raw materials to accommodate any unexpected spike in the demand. Besides, low stocks ensure delivering fresh goods to the market and help eliminating the returns of any expired date products.
stocks makes the movements in the warehouse more difficult and of course boosts the warehousing costs (more space) and the wastage (extra movements). Small production runs drastically reduce the finished good stock (fig.6) and therefore allows for more accurate follow up of the actual demand and reserves precious production time and raw materials to accommodate any unexpected spike in the demand. Besides, low stocks ensure delivering fresh goods to the market and help eliminating the returns of any expired date products.
The production planning model has helped to increase the productivity of the planning department by 30-50% and to improve the customer service index (On Time In Full – OTIF) from 93-94% to 99.5%, practically eliminating the stock outs.
The production planning model is now available in excel form, it can be tailored to your specific production requirements and can be supported with extensive training. Contact us via LinkedIn or visit our site: leansolutions.gr.
20/2/2017
Alkis Charalambopoulos
Lean Business Consulting,
Keywords
Planning algorithm, stock, maintenance, demand planning, promotion, planning horizon, planning window, scheduling window, execution window, change over times, operational efficiency, promotions, customer service index, planning function productivity